
The advancing climate change forces energy-intensive industries to think about, as well as to develop, methods and production processes that minimise CO2 emissions. Immediate action and first steps help to decrease the emissions due to increased efficiency of the process steps, decreased losses, improved heat recovery and usage of optimised cross-sectional technologies. To reach the ambitious aims of 2050 with CO2 neutral production and process, new concepts have to be found. As there are only 30 years to reach the aim, ie two- to three-fold furnace lifetime, the developments have to be initiated today and serious thoughts should be given to ideas that seem to be funny or strange on first sight.
The challenge of renewable energy sources
Renewable energy sources like photovoltaic or solar and wind energy vary and fluctuate in availability and amount due to night and day, as well as changes in weather and seasons. The Federal Ministry of Education and Research in Germany therefore started the Kopernikus programme in 2016 to re-engineer industrial production to renewable fluctuating energy sources within the SynErgie project. The following conclusions result from the dialogue of the Huettentechnische Vereinigung der Deutschen Glasindustrie eV (HVG) with the glass industry within the SynErgie project(1-3).
The glass production process is a continuous one even in two-fold aspects. First of all, the operation time of glass melting furnaces is more than 10 years except for some particular glasses and all-electric melters, even up to 20 years for soda lime silica glasses. This means that after lighting the furnace, a continuous energy supply is required 24 hours a day, seven days a week and 52 weeks a year for the total operation time of more than 10 years, without disruption. In the glass industry, the definition of operation time or furnace lifetime implies that there is no break to change the refractory lining in contrast to other sectors, where furnace lifetime of decades includes the yearly change of refractory lining. If there is a break of one hour or more in power supply and the glass melt is frozen, maybe only in parts of the installation, the furnace and feeder are destroyed or damaged and no longer deliver best quality glass products.
Secondly, when the batch enters the furnace to produce a distinct product, the velocity of the production chain (melting - forming - annealing) cannot be altered to adapt to the fluctuating electric energy supply as product quality and geometry, respectively, would change. The drawing speed of the float ribbon affects the thickness of the sheet. If the speed of a container glass forming machine is varied, the cooling of the glass within the mould changes and the mechanical properties of the product as well as the thickness distribution of the container are influenced. The annealing process that minimises the residual stress in the product after forming will not give satisfactory results if the velocity of the production process varies. Again, the quality of the glass product will be unsatisfactory. The continuous glass production process requires a constant and assured power supply, therefore, ie enough power without interruption.
The main questions regarding renewable electric power are how to use the electric power in times of excess and how to bridge times with lack of electricity or with high prices for electricity? And is all-electric melting the solution or could other concepts serve with alternative answers?
Electric boosting and flexibility
Even though no basic flexibility in glass production is visible, one tool for small flexibility potential could be found: Electric boosting(1). Electric boosting is partly used already for tasks within the scope of demand side management, so that practical experience is available about technological restrictions. The usage of electrical boosting in Europe in most cases is required and used due to technological reasons and not for economic ones. Electric boosting increases furnace output and/or allows melting of coloured glasses in furnaces with a higher glass level. This technological need is the reason that electric boosting cannot just be switched on or off when flexibility is needed but it can replace up to one third of the actually used electric power.
In Germany, about 75 MW are installed with electric boosting in the glass container industry. Few additional furnaces use electric boosting in flat glass production or other glass secttors. In total, about 100 MW for electric boosting are installed in the German glass industry. But not all furnaces use electric boosting all the time and the power transferred in most cases is less than the installed power. Statistically, one or two furnaces are shut down for a major repair. Therefore, 80% maximum of the installed power is really in use. With a maximum flexibility of one third, the maximum technologically usable flexibility is about 27 MW. If one assumes that the flexibility can be provided for use once per working shift for 20 minutes without influence on glass quality, the maximum amount of flexible energy per year is about 9 GWh/a.
This flexibility of the electric power is strongly coupled to the flexibility of the fuel used for melting. Varying the electric power supply has to be compensated by adapting fuel consumption within minutes to keep the total energy supply constant.
Common results of energy-intensive industry
Similar investigations in other industry sectors with high energy consumption have shown some principal findings that are valid for all sectors(1):
- The very first: Switching to all-electric does not (automatically) mean more flexibility. Having a closer look at all-electric melters, the continuous need for electric power to melt glass is still present to get a high quality glass product and to achieve a long furnace lifetime. The inflexibility of the glass forming process is still valid too.
- Thinking about hybrid devices or furnaces: The flexibility of one energy source (electric power) also entails flexibility of the second energy source (gaseous or liquid or solid fuels) to compensate the temporary lack and abundance, respectively, of electric power.
- Higher flexibility in most cases is contradictory to optimum energy and thermal efficiency. Since industrial thermal processes are optimised regarding energy demand or costs up to now, the efficiency will worsen if high flexibility is the crucial factor.
- The potential for flexibility is intimately connected to the ability of storing (semi-finished) products and energy within the process (chain) and varies from site to site and depends on the technology used.
- And more generally: Top priority is to satisfy the delivery commitments of customers and a subordinated priority is flexibility in the use of electric power.
- Furthermore, production and process stability, ie product quality, is superior to flexibility too.
CO2 neutral production
Since flexibility is not very high in glass production and the efficiency of the glass melting process in Western Europe is at a high stage, alternative actions and breaking new ground are necessary to minimise CO2 emissions.
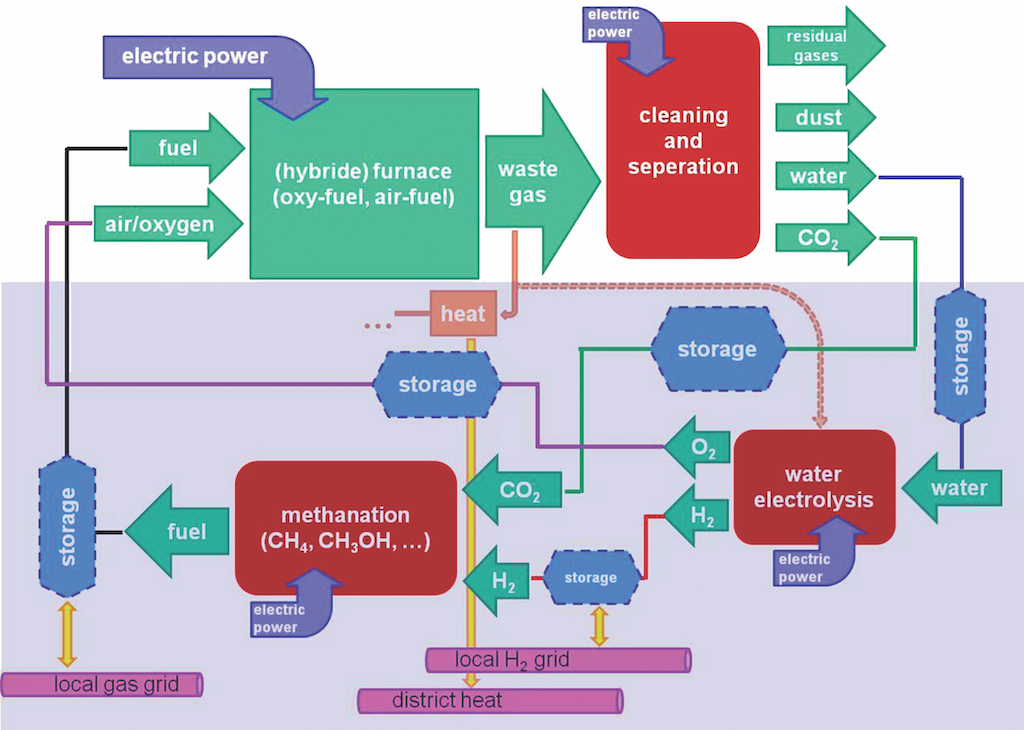
CO2 emissions during glass production originate from two sources. Energy-related emissions are the first part and the CO2 emissions of batch components are the second part. Both sources should be neutralised to contribute for climate correction. Figure 1 presents a concept for CO2 neutral glass production that tries to integrate all aspects.
The starting point is the glass melting device. Gaseous, liquid or solid fuels are used for combustion with any oxidant (air, oxygen or mixtures) in combination with more or less electric boosting, maybe as a hybrid furnace, to melt and fine the glass. The flue gases from combustion, as well as the CO2 emissions from the batch materials are collected and withdrawn in a flue gas channel.
First of the basic steps for a closed CO2 circuit loop is the cleaning device that separates the CO2 of the flue gases from other gaseous components and solid particles. Whether this is a combination of a cooling trap and a baghouse filter or other technologies has to be resolved. The specific requirements and characteristics of flue gases originating from a glass melting furnace have to be considered when thinking about the closed CO2 loop.
As a second step, hydrogen has to be generated before the renewable fuel can be produced in a third step. It has to be identified which of the technologies, under development could be the best solution for each step. Now the CO2 loop in principle is closed and the CO2, incorporated in the renewable fuel, can be used to melt glass again.
To get flexibility of the CO2 loop regarding the availability of electric power and to ensure constant availability of the renewable fuel, different storage facilities are needed. If hydrogen is produced with water electrolysis, storage is necessary that may gather the water that may come from the cooling trap. Storage for CO2 after separation as well as storage for hydrogen after electrolysis or other technologies are necessary to be less contingent or less controlled by the availability of electric power. If electrolysis is used to generate hydrogen, the side product oxygen should be stored to be used as an oxidant in combustion. Last but not least, renewable fuel has to be stored to bridge the times when no electric power is available or too expensive to produce renewable fuel.
The exhaust heat of the waste gas of the furnace can be used within process steps that need higher temperatures, or can be fed to a local district heating grid. Both hydrogen and the fuel may be fed into local or public grids if available in excess. If the storages are empty, these local grids could be the standby solution for both gases.
Electric power is needed for all steps as the primary renewable, CO2 neutral energy source. The glass melting furnace uses electric power for electric boosting or for hybrid operation modus. The separation of CO2 as well as the hydrogen production and the fuel synthesis will use electric power, preferred in times of cheap electricity and times of excess electricity. To bridge the other times, mass storages are necessary before and behind the three main process steps.
The whole production of renewable fuels may be outsourced to a service provider if the glass producer wants to concentrate on glass production or if several nearby industry production sites are connected to one big production unit of renewable fuels.
The mission now is to look for the technologies for every process step that are the most efficient, with the smallest investment and lowest maintenance cost, that are the most flexible (operating grade from 0% to 100% if possible) and that have technical maturity. Besides that, the special features due to glass production have to be incorporated (gaseous trace components of the waste gas, dust, high temperatures etc).
Advantages
Several questions arise when reflecting on the concept. First and most prominent: Why not use the electric power directly to melt glass with an all-electric melter? The storage of electric power is still not really effective for high amounts of energy combined with longer times of discharging application. Mass storage of fuels is the more successful method (up to now) to provide energy in sufficient amount and over longer times.
Another benefit of the concept is the fact that a well known and proven device can be used for glass melting without changes in technology and modus operandi. Although all-electric melters are well known and proven, there are restrictions in maximum tonnage and size of the melter and in amount of cullet when cold top is installed. With some glass compositions and some coloured glasses, adaption of raw materials is necessary when melting glass with an all-electric melter.
A further advantage is that the glass producer is more or less independent from the supply of external fuel if the CO2 loop works as predicted. The cost of fuel production may be higher than today but with future prices for electricity and CO2 certificates, this will change and the economic view will perform better.
Furthermore, no CO2 leaves the closed circuits, even process CO2 from batch is captured and will compensate the principal losses of CO2 when passing through the circuit. Aside from that, the costs of fuel production are more predictable and advantage can be taken of low price periods of electric power to keep down the costs for energy as far as possible.
In addition, if water electrolysis is used to provide the hydrogen, oxygen is produced as an acceptable byproduct that helps to increase the efficiency of combustion by mixing the oxygen with air or by applying oxy-fuel combustion.
As mentioned previously, there is no need for the glass producer to keep busy with the fuel production site, since the additional site could be outsourced or run by an external supplier.
Conclusion
Synthetic fuels are one route to achieve CO2 neutral glass production. Renewable electric power can be used to establish a closed CO2 loop that shows less total efficiency than melting with an all-electric melter but does have other advantages. The fluctuations of electricity are homogenised by the storage of the synthetic fuel, which enables companies to bridge times with a lack of electric power or times with high prices for electricity. An efficient and well known technology can be used furthermore to melt glass and a certain degree of autonomy regarding renewable electric energy is achievable.
Acknowledgement
The author thanks the Federal Ministry of Education and Research for financing the SynErgie project and the Projekttraeger Jülich (PtJ) as the project executing organisation. Further thanks are extended to glass industry colleagues who discussed the results and made available their knowledge in interviews and questioning surveys. Last but not least, the author appreciated working with all research partners within the SynErgie project.
References
1. B Fleischmann et al: Behälterglasherstellung, P 73 - 95 in: F Ausfelder; A Seitz; von Roon (eds): Flexibilitätsoptionen in der Grundstoffindustrie. Dechema Gesellschaft für Chemische Technik und Biotechnologie eV, Frankfurt am Main. February 2018. Only available in the German language.
2. B Fleischmann: Flexibilitätspotential und Perspektiven der Glasindustrie bezüglich des insatzes erneuerbarer elektrischer Energie P 108 – 113 in: F Ausfelder; S von Roon; Seitz, (eds): Flexibilitätsoptionen in der Grundstoffindustrie II. Dechema Gesellschaft für Chemische Technik und Biotechnologie eV, Frankfurt am Main. August 2019. Only available in the German language.
3. B Fleischmann: Glasherstellung (Massenglas). P 627 – 643 in: A Sauer; E Abele; H U Buhl (eds): Energieflexibilität in der Deutschen Industrie. Fraunhofer Verlag, Stuttgart. 2019. Only available in the German language.