
During a routine technical support visit to a container manufacturer in Indonesia, the production department raised concerns about inefficiencies in its hot ware handling. One of the production lines was achieving a forming efficiency of 90%. However, they expected that it should be higher because the container being produced was a standard round bottle, a 116g amber energy drink. The 12-section production line had a triple gob set-up and ran at a speed of 495 bottles/min.
Upon observation, the Dura Temp technical specialist determined the pockets used in the sweepout area were problematic and advised there was room for improvement. Although the factory was already running Dura Temp sweepout assemblies, it appeared that the incorrect pocket size was being used for the container produced. The containers were not being captured well by the pockets, causing them to become unstable and tip before and during the sweepout motion. This caused misalignment on the main conveyor and downed ware. The container was sitting too far into the 90° angle of the pocket, making it more likely to come into contact with the screws and metal bracket, potentially causing checks. Guide wires were also used to stabilise the containers at the neck as they moved to the main conveyor. When sweepout pockets do not properly fit the container produced, manufacturers can also experience stuck ware and dented/damaged containers.
The solution
To select the right pocket for a container, there are many factors that should be considered. These factors include the size of the container, specific dimensions such as height and diameter, the shape of the body and any critical non-contact points. Taking these into account will ensure the pocket correctly captures the container, avoiding any excess clearance between the container and the pocket.
The energy drink container was evaluated with the client considering the aforementioned factors. Based on this evaluation, it was confirmed that the pockets equipped on the sweepout assemblies were the wrong size and needed to be changed in order to improve handling.
The sweepout pockets used by the client were designed for a container approximately 10mm larger in diameter than the container produced. However, the existing sweepout assembly did not need to change. The sweepout assembly had fixed centre-to-centre spacing between the pockets and the current container spacing on the conveyor was acceptable. The assembly also had adjustable offset spacing. This adjustable feature is important because it allowed for spacing modifications to properly align the containers on the conveyor as new sweepout pockets were installed.
After this on-site analysis, Dura Temp recommended its SMP-421-15 pocket, which is specifically designed to handle the 41mm diameter of the energy drink container. Once the new sweepout pockets were installed, the containers were successfully pushed from the dead plate to the main conveyor in an upright position. Since the pockets were the correct fit for the container, they no longer tipped during the sweepout motion, which allowed them to remain in a straight line on the main conveyor.
Results
Forming efficiency on the line producing the 116g energy drink container was improved by 6% after the correct sized pockets were implemented. This increase in efficiency can result in savings of tens of thousands of dollars in lost production every week. Additionally, the previously ‘troubled’ line is now able to run without the use of guide wires, which can often be problematic by causing checks in containers.
Dura Temp was able to educate the production team on the importance of selecting the correct pocket size for every container to eliminate alignment issues and downed ware. Since the company was able to assist in implementing these changes, all lines at the plant are being systematically reviewed to make sure the correct products are used. The client made the following statement: “Dura Temp always provides us with fast responses when we contact them regarding any ware handling issues. The representatives provide detailed action plans for improvements and teach our associates integral ware handling techniques. The solutions and advice from Dura Temp are not only helpful but very successful. We plan to use Dura Temp products and services on many upcoming projects.”
After seeing the results described above, the container manufacturer in Indonesia has gained more confidence in Dura Temp and is now using more of the company’s solutions and services. As in the previous case, Dura Temp will often assist clients with on-site visits to ensure that all details of a project can be discussed and reviewed. In situations where on-site technical visits cannot take place in the desired timeframe, the team of technical specialists also uses videos, photos and drawings to understand the challenges and develop ware handling solutions for glassmakers.
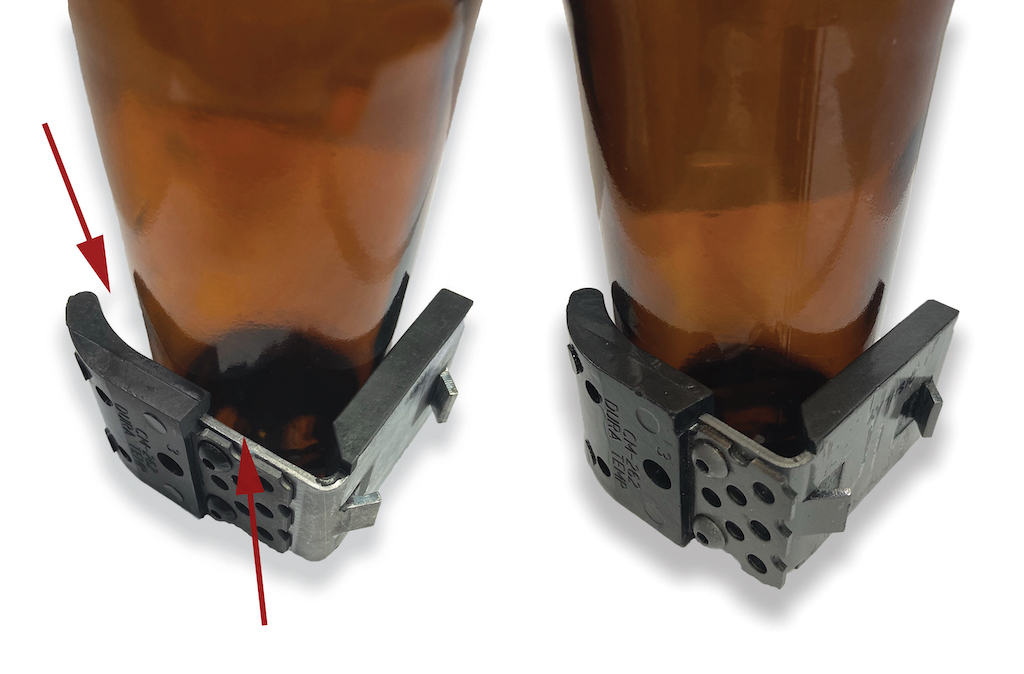
Image: LEFT) This pocket is too large for the container. The arrows demonstrate two of the problem areas.
RIGHT) This pocket is the correct size for the container.