
It was a number of years ago that Bottero developed a software application called Multi-Weight Manager (MWM). This system calculates appropriate feeder settings to achieve a given gob weight distribution on the different sections of a production line, to produce multiple-weight jobs at the same time. To be properly tuned, MWM requires feedback from the line in terms of gob weight measurements. In most instances, these are currently performed manually by the operator on manufactured ware using a weight scale.
MWM has been designed and developed to enhance the Bottero servo feeder, allowing full and independent settings per section. To fully exploit system features, it is necessary to establish a dedicated TCP/IP network connection between MWM and the Bottero line control systems to permit high speed data exchange.
To facilitate operations on the production line, MWM can integrate commercial weight scales to acquire weight measurements on the containers.
The Tiama Hot Mass system is a consolidated product that has been available to the market for some time. It is a camera application, able to calculate speed and volume of the gob while falling. The main objectives of the Tiama system are to regulate automatically the weight of the gob and to provide information to control its shape. Recently, the system has evolved in the direction of managing multi-weight production situations.
Solutions synergy
In the framework of the collaboration between Bottero and Tiama, the two companies have worked together to integrate MWM and Hot Mass systems, thanks to the definition and implementation of a data interface dedicated to exchange information relevant to gob weight and shape for multiple-weight hollow glass production lines.
The first goal achieved in this context concerns the replacement of the manual weight scale (used by MWM in its standard configuration) with the Hot Mass camera to retrieve weight measurements on the produced gobs. This approach has brought significant advantages with respect to the previous state-of-the-art for multi-weight production:
- No need for manual weighing operations for multi-weight production.
- No production losses due to manual weighing, thus increasing line efficiency.
- Opportunity to set up the different weights acting at the gob forming level. This allows the job change time to be used to set up the weight distribution, thus saving time and starting the container forming process with the correct gob weights.
The first practical results of this synergic solution between Bottero’s knowledge of the glass containers forming process and the Tiama sensors was presented in detail in the March/April 2019 issue of Glass Worldwide.
Now, the Gob Weight and Shape Manager solution has also been created. This innovation allows forming operators to manage the weight and shape of gobs on multi-weight production lines. It automatically adjusts feeder settings to control gob shape and gob weight, with the following overall objectives:
- Relieve the multi-weight control system from manual weighing based on a weight scale.
- Retrieve gob shape and geometry measurements to feed machine learning algorithms to self-adjust and regulate the servo feeder to automatically achieve specific gob weights and shapes.
This solution is currently under development according to the following process:
- Step 1: Model definition - A gob forming (mathematical) model was built using a simulation approach describing the physical phenomena.
- Step 2: Model tuning - The ‘tuning’ parameters contained in the forming model are calculated using machine learning techniques, based on the physical characteristics of the gobs produced, captured and stored by an on-line measurement system (Tiama Hot Mass).
- Step 3: Closed-loop control of feeder settings - Optimisation techniques are used to find out the optimal feeder settings to minimise the difference between actual gobs (measured by the Tiama camera system) and the target ones, using the gob forming model to correlate feeder parameters and gob characteristics. This function is running continuously in a closed-loop control architecture, to finetune the solution and compensate the changes of the operational conditions of the production line.
The gob forming model definition is based on numerical simulations. A fluid-dynamic model of the feeder had been built; it gives the glass mass flow according to feeder geometry, glass viscosity and plunger motion law.
This simulation is combined with a second one, in which the glass flowing through the orifice rings according to the previous law is stretched and cut by the shears to achieve the final gob shape. Thanks to this approach, it is possible to describe the gob shape mathematically through the variations of its diameter along the gob length.
The results of these simulations (glass mass flow versus time, gob diameter versus gob length) are collected and integrated into a gob forming empirical model, based on two sets of main parameters:
- Plunger and shear motion laws (cam profiles and settings).
- Feeder parameters (geometry and glass viscosity) that are not easily measurable (geometry also depends on refractories wearing) and must be determined using machine learning techniques on historical production data and then tuned according to the current operational conditions.
Data interface
The model tuning operation thus has the purpose of correlating the overall feeder and glass parameters with the physical characteristics of the formed gobs (weight and shape).
Since the Tiama Hot Mass product can operate on multiple weight production lines and fully characterises the shape of each formed gob, a data interface to synchronise Hot Mass with the IS machine (obtaining data from the timing systems) has been defined and developed to allow the system to retrieve the following information for every single gob:
- Weight and volume.
- Length.
- Tilt.
- Diameter variations.
- Speed.
- Shape (gob images).
Thanks to the integration between Tiama Hot Mass and Bottero control systems, it is now possible to acquire a comprehensive set of measurements for each gob produced. This information characterises their weight and shape and builds a historical database to be used to feed machine learning algorithms. Their purpose is to finetune the forming model and the correlation of the feeder parameters with the physical characteristics of the gobs produced, modelled through a set of discrete slices.
Physical characteristics comparison
Finally, still through the data interface between Bottero and Tiama, it is possible to compare the physical characteristics of the gobs produced with those of the target gobs, both in terms of weight and shape. This permits the implementation of closed-loop controls to minimise their differences automatically, adjusting the feeder settings.
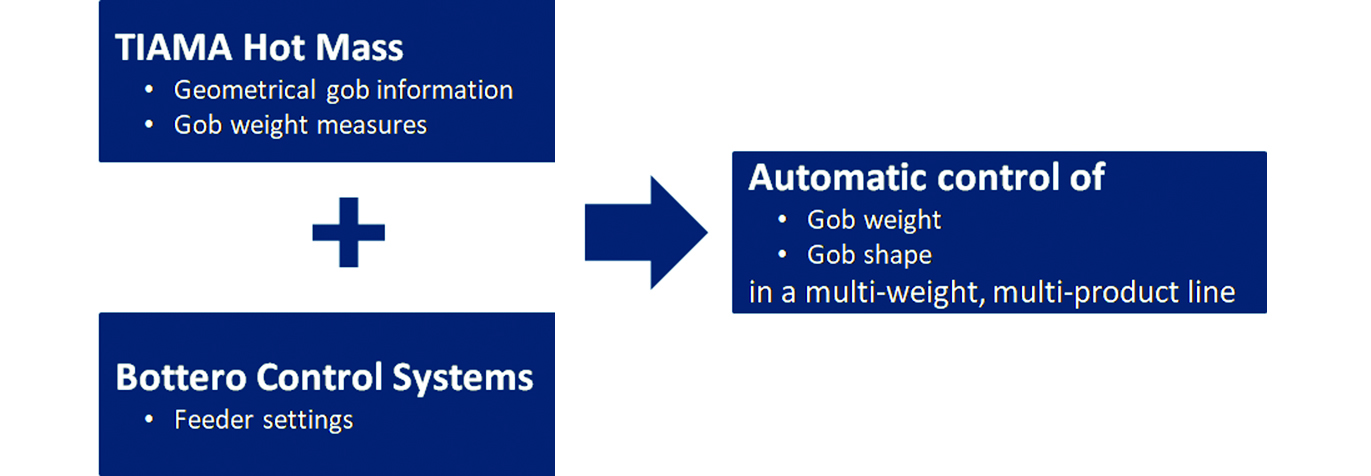
The overall logical layout of the system based on the data exchange between Bottero control systems and Tiama Hot Mass is shown in accompanying figure.
After an intensive characterisation and prototyping campaign, the system will soon be installed on a production line, where real data collection to feed the gob shape learning algorithm can begin. There is enormous excitement about this possibility because it represents another step forward towards full control of the glass container forming process.
When announcing their co-operation, Bottero and Tiama stated clearly that developing solutions to enhance the production efficiency of customers and increase the operational safety of the glass container forming process were the targets. Both companies confirm they are moving quickly in line with the fundamentals of the challenge, with even better results anticipated in the future.