
Glass manufacturers worldwide are constantly aiming to increase process efficiency and productivity of containers production. Moreover, energy consumption reduction and environmental sustainability have become a key factor in the glass industry.
Taking its successful E-MOC cooling system as a starting point, Bottero has extended its hollow glass product strategy with the release of QFORM, a new machine platform to control and optimise the production process.
First client
Japanese container glass manufacturer Nihon Taisanbin Glass Bottle (NTB) has become the first user of the QFORM technology. This co-operation will benefit from the strengths of Bottero’s machine and automation development and NTB’s expertise in container forming and quadruple-gob configuration operation.
The first 12-section machine has been running at NTB’s Kyushu plant since February of this year, mainly in QG configuration, but it has also run double-gob configuration campaigns.
Bottero, with the support and hospitality of NTB, is organising several events where customers will be invited to visit the plant to see QFORM in operation.
Key features
The main feature of QFORM is the concept of ‘process-oriented machine’, an evolution of Bottero’s innovative E-MOC heat exchange system, which has been a major success for Bottero’s Hollow Glass product strategy over the last 12 years.
QFORM maintains the E-MOC axial cooling concept with an additional independent cooling capability per semi-cavity on both blank and blow side.
Moreover, the neck ring cooling system has been completely redesigned to increase cooling capability, efficiency and flexibility of use with a continuous height adjustment system.
Another key feature of the QFORM is the extended production range. The aim of this machine is to cover around 95% of the glass production (single-gob excluded) offering a wide machine speed in double-gob (DG) 6-1/4ins, triple-gob (TG) 5ins and quadruple-gob 95mm configuration. Minimum and maximum invert limits have been kept very wide for optimum mould design management.
Plunger mechanisms with continuous height adjustment and with long strokes allow maximum flexibility to the forming process.
Total cost of ownership has been a key consideration through the engineering of QFORM, resulting in an easier-to-use and cost-effective design.
One of the main aims of QFORM is to simplify activities for the operators during both normal operation and job changes. Thus, every part of the machine has been re-designed with new solutions.
The section layout has been studied and all mechanisms have been redesigned in the best configuration to grant easy access to the operators.
Mould cooling
Based on the E-MOC concept and proven by over 10 years’ experience, the supply pressure can be reduced to just 700mm H2O, enabling a significant saving on air consumption. This performance reduces the cooling fan power down to 1kW per ton per day of glass pull, against the 1.5kW of traditional axial cooling technology and 3.0kW consumption of stack cooling.
Innovative delivery system
The DG, TG, QG conversion procedure has been simplified and the main deflector support structure does not require any modification during conversion.
Deflector and trough alignment is granted by a physical connection; deflector exit is always perfectly vertical, independently from the deflector adjustment. All adjustments are performed through the deflector.
The deflectors’ profiles have been developed based on Bezier curves [a parametric curve used in computer graphics and related fields] in order to maximise gob speed, minimise impacts – gob shape changes and ensure optimal centrifugal force distribution.
Mould open-close
Four completely identical semi-MOC (mould open-close) mechanisms are installed inside the section on blank and blow sides. These mechanisms are servo-driven, symmetrical with easy access from the top to the 16 on/off cooling vales that bring the cooling air to the mould through the MOC arms with independent circuits. The cooling air is coming from inside the section box.
The MOC mechanism configuration is always the same for DG, TG and QG. Only the arm (to grant the correct air distribution) and Monoblock inserts (to adapt to the specific mould design) require replacement during conversion. The conversion operation is therefore easy and quick.
Twist
Baffle and blow head mechanisms are servo-driven and perfectly identical. Only the quick-change arm is different. A reduction in set-up time is granted by a quick height adjustment system with screw. This has frontal access, and the adjustment can be carried out by a single operator. Adjustment is done using production equipment (no need for dummy equipment). The baffle arm is equipped with force equalisers to uniform baffle – blank force distribution.
Double-stage baffle equipment is used for blow/blow operation, allowing the necessary blow/blow process management using baffle mechanism only.
Servo technology
Electric power is directly used to drive the mechanism’s movement (and
must not be converted in pneumatic power through the compressor) with an expected saving of 30% in electric power, compared to pneumatic IS machines.
The servo technology applied to the mechanisms allows for adjustment-free operation, granting a smooth and reliable movement. Servo-electric movement also allows a greater degree of safety for the operators and offers energy savings compared to pneumatic systems.
A new servo invert design has been implemented, enabling the use of one type of neck ring arm only for all invert heights. A frontal neck ring arm fixing system allows adjustment by a single operator.
A high speed pusher grants a stable and precise bottle delivery on the conveyor. Pusher delivery simulations optimise the articles’ delivery with a controlled use of the guide air.
From the control system’s point of view the QFORM is equipped with the Bottero 700 series Electronic Systems, including safety electronic logic applied to the servo mechanisms. This allows user-friendly, safe and intuitive operation of the manual controls of the servo mechanisms on the machine.
Finally, QFORM’s hardware and software architecture of electronic control systems facilitate an approach aimed at automating the forming process.
Evolutionary approach
QFORM represents a strong boost for innovation, acting as enabler of new and advanced process automation capabilities, to make the production chain faster, more efficient, and self-managed.
With all moving mechanisms based on servo-assisted technology, motion rules can be set via software instead of mechanical regulations, this offers the ability to extend them automatically to all sections, to keep them stable over time and to save them in the production database for subsequent reuses.
QFORM embraces a wide set of automatic controls and applications, putting together sensors and measures on the most critical process areas, thus being ready to support and integrate advanced models for real-time automatic controls, using industrial automation to implement them as part of the overall platform, to create a global system to control and optimise the production process.
This approach allows the integration of the manufacturing flow controlled by closed-loop automation features with higher level automation facilities ꟷ interconnected and able to exchange large amounts of data to improve flexibility, speed, productivity and quality.
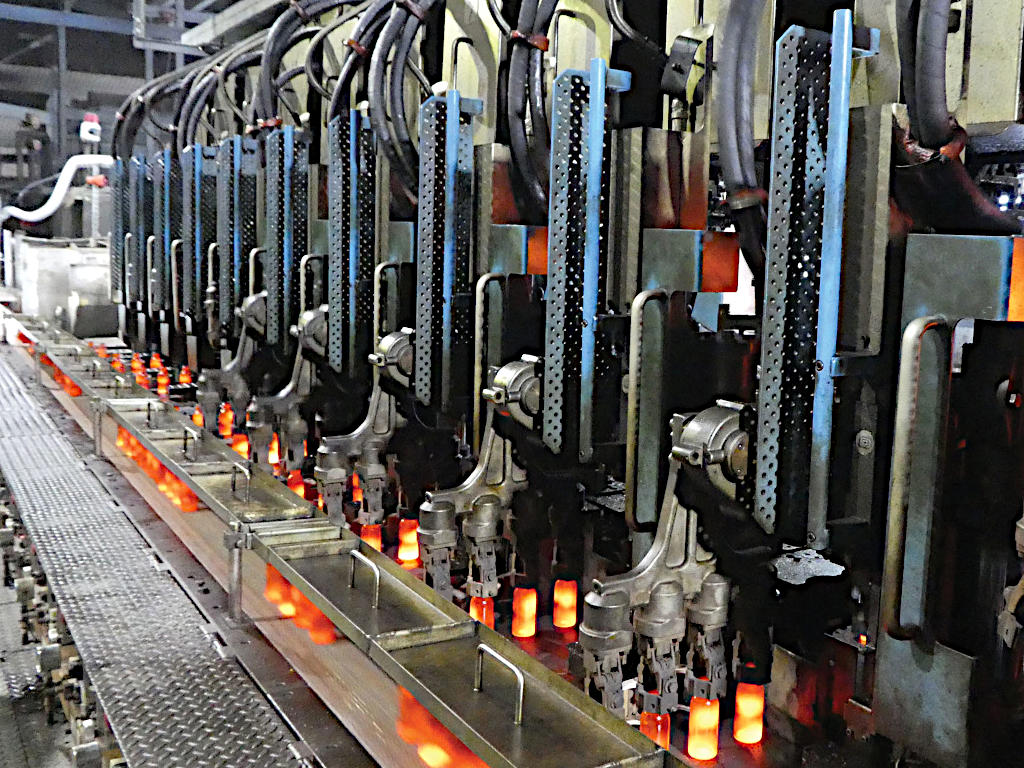
Image: Blow side view of QFORM.