
It is a reality that some container manufacturers are struggling with knowhow issues: Senior employees are retiring and younger generations are not gaining the necessary knowledge, leading to critical situations that affect production efficiencies, with machines not performing as expected. The most affected areas in a glass plant are the production and the mould design departments.
Regardless of how experienced the production personnel are and how sophisticated a forming machine is, if mould design is not correctly developed for a specific container and for a specific cooling system, production efficiencies will be badly affected. Mould design knowledge is key to ensure good performance and efficient production runs at a glass plant.
Blank side influences
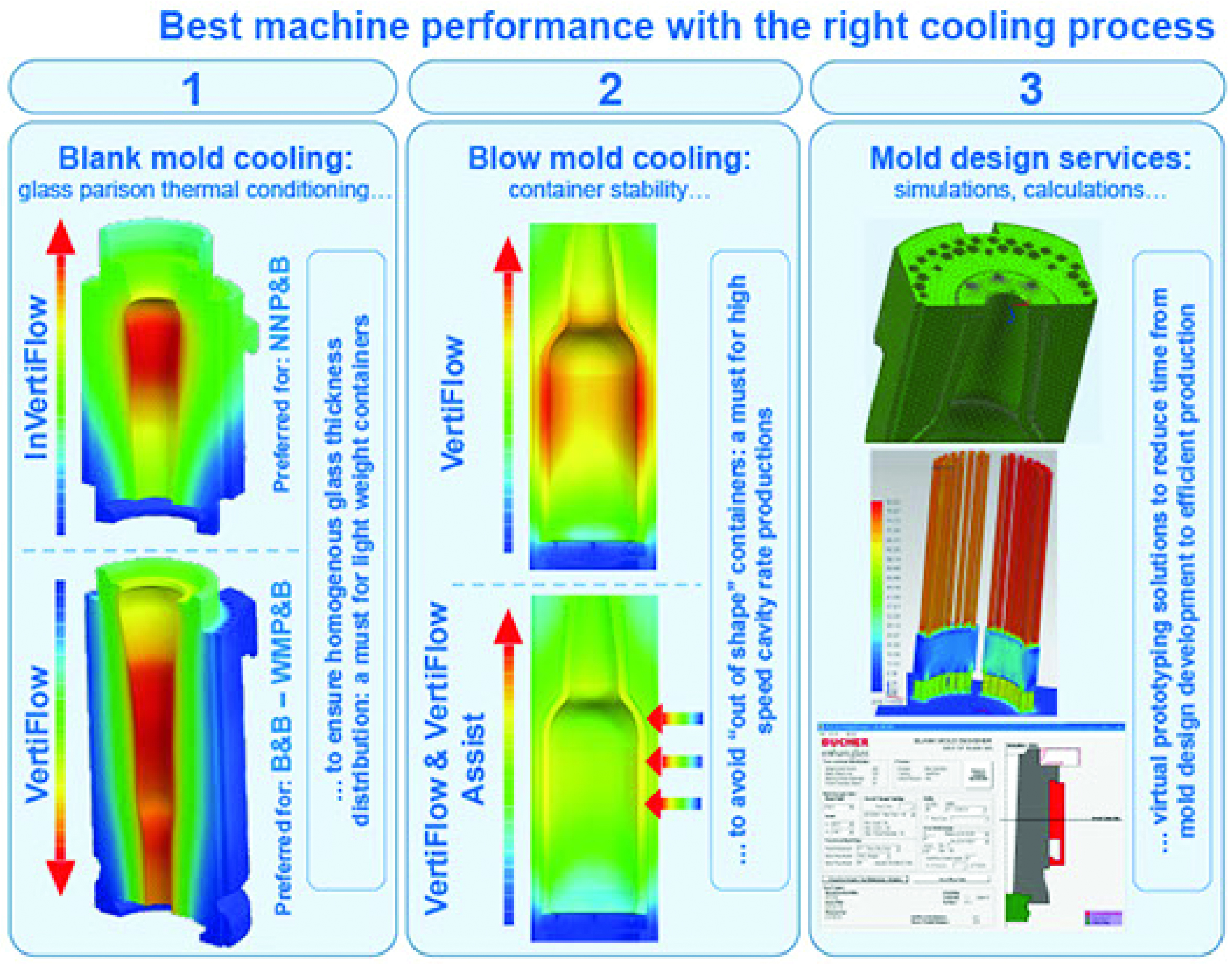
The glass thickness distribution of a container is defined mainly at the blank side, as the thermal conditioning of the parison will directly influence the ‘stretching behaviour’ of glass into its final container shape. Cold glass on the parison ‘skin’ will hardly stretch, leading to thicker areas, whereas hotter glass on the parison will stretch easily, leading to thinner areas on the container.
This stretching behaviour is directly influenced by mould design and by process stability on the machine, as both factors affect the heat extraction from glass to mould:
• Mould design: Design of the parison shape (internal cavity of blank mould) and temperature distribution profiles on the blank mould cavity, vertically and horizontally.
• Process stability: Gob quality (shape, temperature, loading), production timing (blank mould/glass contact time duration), blank and blow side process parameters and the human factor to avoid process deviations on the machine, or by means of the latest BEG intelligent close loops systems.
Blow side factors
At the blow side, as much heat as required needs to be extracted from glass, in order to ensure that the newly formed container does not lose its shape when leaving the blow mould. In that sense, blow mould/glass contact time duration, temperature distribution on the blow mould cavity and final blow (design of the blow head) are the main factors influencing heat transfer from glass. At the same time, it should be noted that the blow mould must not be overcooled.
As can be seen, for both blank and blow sides, heat transfer from glass to mould is important. The blank side to ensure correct glass thickness distribution on the final container and the blow side to ensure containers are ‘stable enough’ not to lose their shape over the dead plate.
Bucher Emhart Glass provides solutions for adequate mould cooling conditions. This includes equipment parts, as well as mould design training and modelling services to assist glass plants to maximise productivity and increase container quality.