
In June 2022, supplier of batch technologies and cullet handling equipment EME was awarded a contract for the conceptual engineering and supply of a batch plant for Glass Futures’ pilot plant glassmaking facility in St. Helens, UK.
Intended to provide a global centre of excellence for sustainable glass manufacture and bridge the technology gap between research activity and full commercial implementation, the finished facility will have a full plant, including a full-scale batch plant, with a capacity of 30tpd. This will allow the not-for-profit research and technology organisation and its customers to execute trials and generate ideas to support the decarbonisation of the glass industry and its move towards full sustainability.
Conceptual engineering challenges
Specifying projects which will be required to carry out research and development in an industry that typically runs 24/7 for decades, is a unique challenge. The [pilot] concept demanded a greater level of operational flexibility than a commercial manufacturing batch plant, where the limits of operation are clearly defined. Due to the uncertainty inherent in research facilities, there was no specified technical data available, which meant we had to collaborate with Glass Futures to establish the specifications at the outset.
The concept needed to be flexible, to allow for varied raw materials and batch composition, taking into account unknown materials, and characteristics such as moisture content, bulk densities, grain size, grain size distribution and varying cullet ratios.
The design also had to enable the installation of new technology, equipment, and innovations in the future, to maintain the edge as a state-of-the-art facility. For the control system, Siemens PCS Neo is used, to allow multi-user engineering and remote access from any location.
EME’s approach
The overall goal was to provide the customer with a solution that delivers full flexibility while integrating the best technical solutions and the latest technology. We involved Glass Futures’ members and consultants in the discussions and decision making during the conceptual engineering phase, incorporating their insight into critical aspects such as health and safety, structural integration into the main building, utility interface and day-to-day operations.
With flexibility being a key driver of the design, the concept demanded some complex solutions. This included the installation of mechanical, pneumatic and manual raw material intake systems, and a weighing system with eight individual scales, capable of weighing single raw materials individually in order to facilitate a wide range of recipes.
For both the cullet and the premix, we included the ability to charge it into the mixer or add it directly to the batch transport system.
EME developed a concept with an upgradable design which incorporated two steps. Step one comprises one silo row, one mixer and batch transport to furnace #1. Step two features a second silo row, additional mixer and batch transport to furnace #2. In step two, the mixers are prepared with a second outlet to charge both batch transport systems to both furnaces. The installation of the additional silos and equipment in step 2 can be executed without major rebuilds; we used a modular 3D design during the conceptual phase to predict and plan for multiple eventualities.
In keeping with our usual practice, we paid particular attention to easy access for maintenance and safety-related issues.
Installation
One of the challenges we met during the design phase was that the building that had to be maintained as a high bay warehouse was under construction. As a result, all steel interfacing with the building structure is to be bolted on for easy removal. EME was responsible for all drilling and other modifications to the building steel, as well as providing the materials for the structural interface with the building’s steel and concrete.
EME has delivered all equipment and machineries and is currently in the process of installation. All suppliers for this project are drawn from within the European Union. This guarantees short delivery times, high-quality products and site acceptance tests, as well as clear legal responsibilities.
The project was awarded during challenging and uncertain times (Brexit, Covid, volatile material prices) and it was important to communicate the inherent risks to delivery of the project and how to mitigate them. EME co-operated with UK-based companies for the structural steel to guarantee material for the project was purchased as soon as possible after completion of the preliminary design.
Suppliers’ own site installation engineers and fabrication workshops enabled full control over the local labour requirements and production. They also work closely with a multitude of approved sub-contractors to ensure no break in production due to staffing issues. Co-operating with UK-based companies also guarantees designs and executions are carried out in accordance with local regulations and norms, limiting delays or the risk of subsequent reworks.
The EME Project Manager acts as the central contact, co-ordinating and overseeing the installation and commissioning. The local installation team installed the EME equipment and machineries under the direction of an EME supervisor. We minimised the number of sub-suppliers to make communication as efficient as possible. Additionally, UK-based installation teams prevented language barriers, which is especially beneficial with regard to safety and co-ordination. Also, additional workforce can be delegated-to quickly and easily in the event that progress has to be accelerated.
The electric cabling and installation will also be carried out by a UK-based company to guarantee availability and reduce the risk of delays, i.e. possible quarantining of overseas workers.
EME supervisors are at the site in St Helens with the local installation team. Having finished the installation of the steel construction, platforms, and silos, they’re currently [at time of writing] installing the equipment and machineries, including belt conveyors, bucket elevators, scales, dosing screws, vibratory feeders, mixer system, magnets, metal detectors and filter systems.
Outlook
EME is aiming to finish the batch house installation in autumn 2023, to commence commissioning after that. EME is looking forward to seeing the pilot plant running. It’s a unique opportunity for glass producers worldwide to execute trials in a large-scale pilot plant, as opposed to a laboratory. The innovations in the field of raw material and cullet processing technology, or in developing and testing alternative batch compositions and raw materials, will ultimately make glass ‘zero-carbon’ and sustainable.
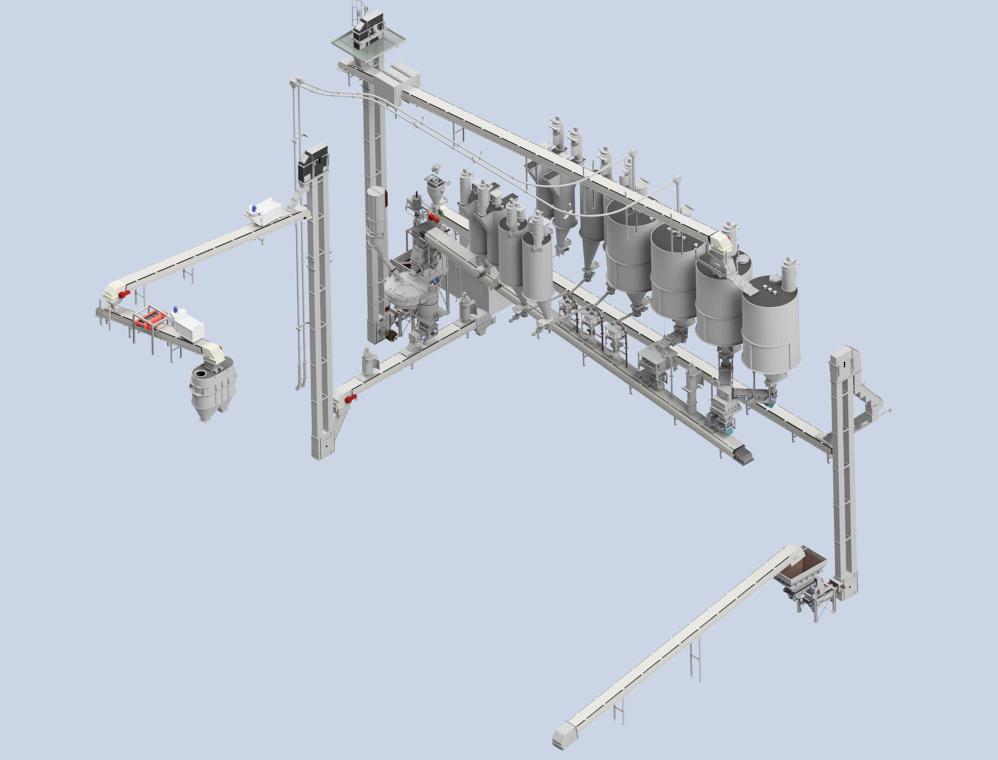
Image: Batch plant layout step 1.