
Transformative heating solutions
Fulvio Puccioni and Oliver Bellina from Glass Service Srl present an analysis of alternatives for distributor and forehearth heating systems, with the aim of improving the efficiency of existing glass melting production processes to reduce CO2 emissions
On 4 March 2020, the European Commission, through the adoption of the European Climate Law, set the objectives for the European Union to become ‘climate-neutral’ by 2050, establishing activities to achieve this goal. It was subsequently amended to include the interim target of reducing at least 55% of greenhouse gas (GHG) emissions by 2030.
The glass industry, highly energy-intensive and historically reliant on the combustion of fossil fuels such as natural gas and fuel oil, is facing strong political pressure to reduce CO2 emissions. The sector is known for its significant economic importance due to the wide range of processes and applications it can provide. However, in order to respond to growing pressures and actively contribute to the stated goals, improving the efficiency of existing production processes has become a top priority. This can be achieved through the exploration of new alternatives to traditional heating systems, aiming for what could be a groundbreaking change.
Glass Service, a long-time partner of the glass industry and attentive to environmental issues and change, is at the forefront of developing and providing technologies that can redefine the normal operations, sustainability and efficiency of distributors (DH) and forehearths (FH).
Electric forehearth
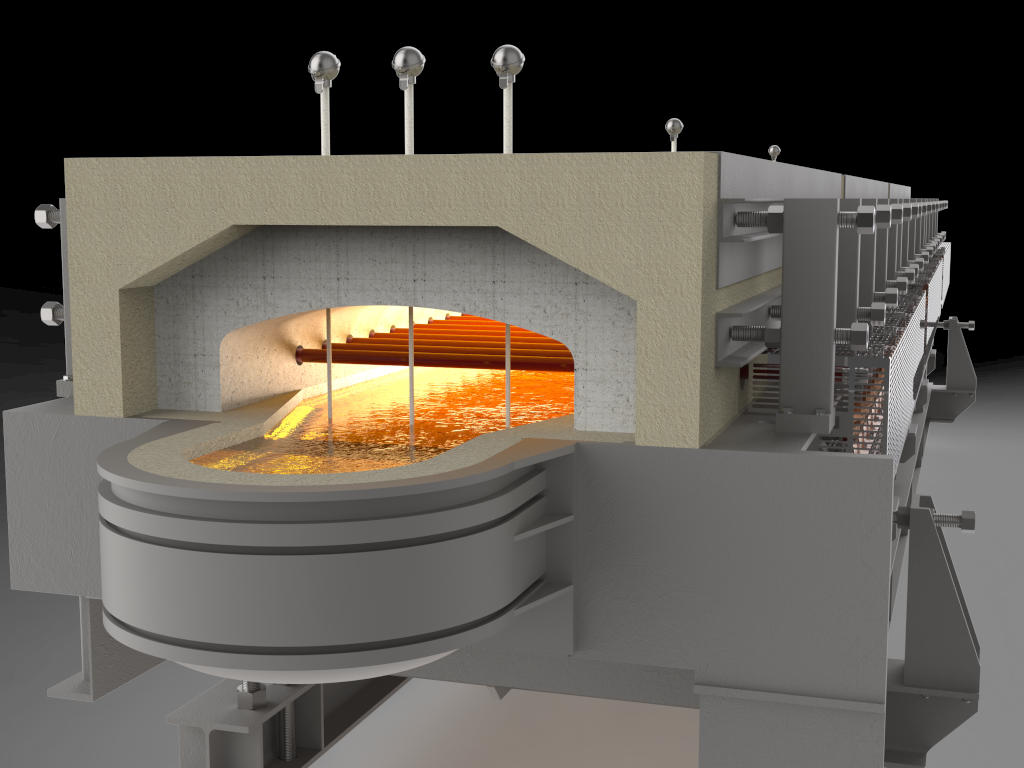
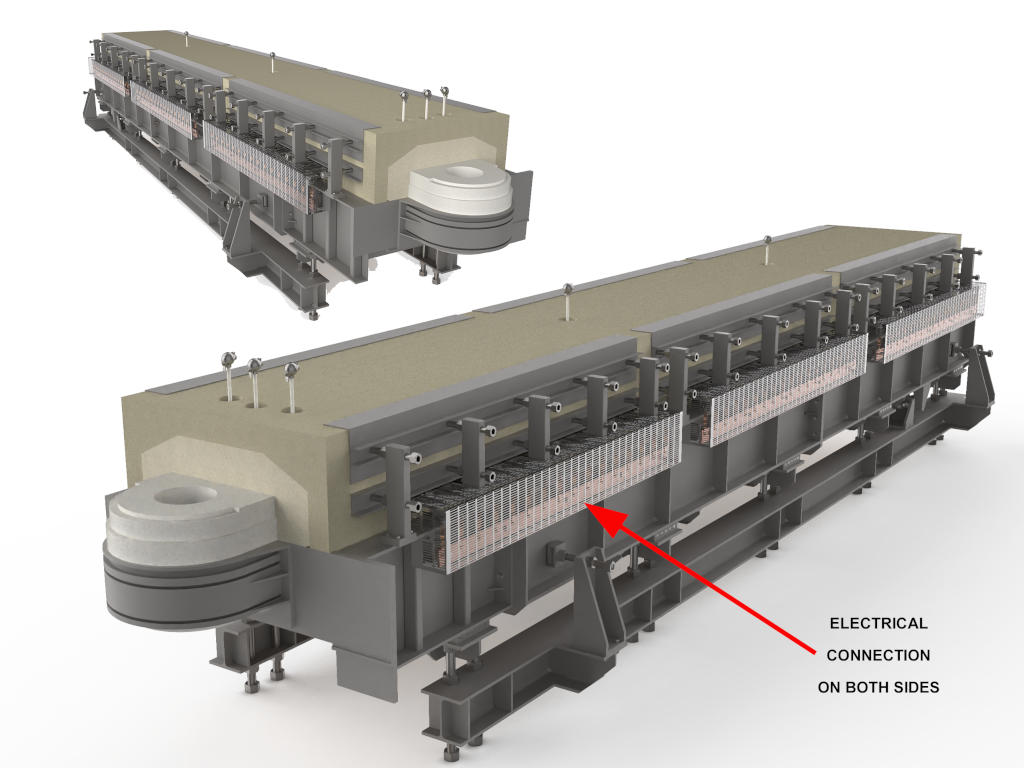
An highly effective and efficient solution for addressing the reduction of CO2 emissions from the glass distribution and conditioning zone before forming is an electric forehearth. It is equipped with a set of radiant elements that replace conventional feeder burners, streamlining the channel layout and reducing the effective height.
The radiant elements are made of silicon carbide (SiC), which proves to be the best option both as a construction material and for durability under operating conditions. What makes it particularly [effective] is its resistance to hot repair; this feature significantly reduces downtime during the replacement of one or more elements, contributing to minimising efficiency losses during maintenance interventions. The required heat is provided by the radiant elements through direct irradiation; these elements work as resistors powered by an electrical circuit that converts supplied electrical energy into thermal energy.
The temperature of the radiant elements is well calibrated to ensure that there are no significant differences in emission capacity compared to traditional gas/air flames, ensuring better thermal distribution along the forehearth and minimising the risk of reboiling bubble formation, a well-known issue in the glass industry that can compromise product quality.
Furthermore, the radiant elements ensure a longer operational life of refractories in the forehearth area, reducing chemical aggression due to flames and combustion gases. This is a crucial advantage for forehearths that must work for long production campaigns, such as those for flat and container glass. This technology can also be successfully applied to specialty glasses, dark or coloured, which exhibit highest wear towards refractory materials, without compromising quality or efficiency.
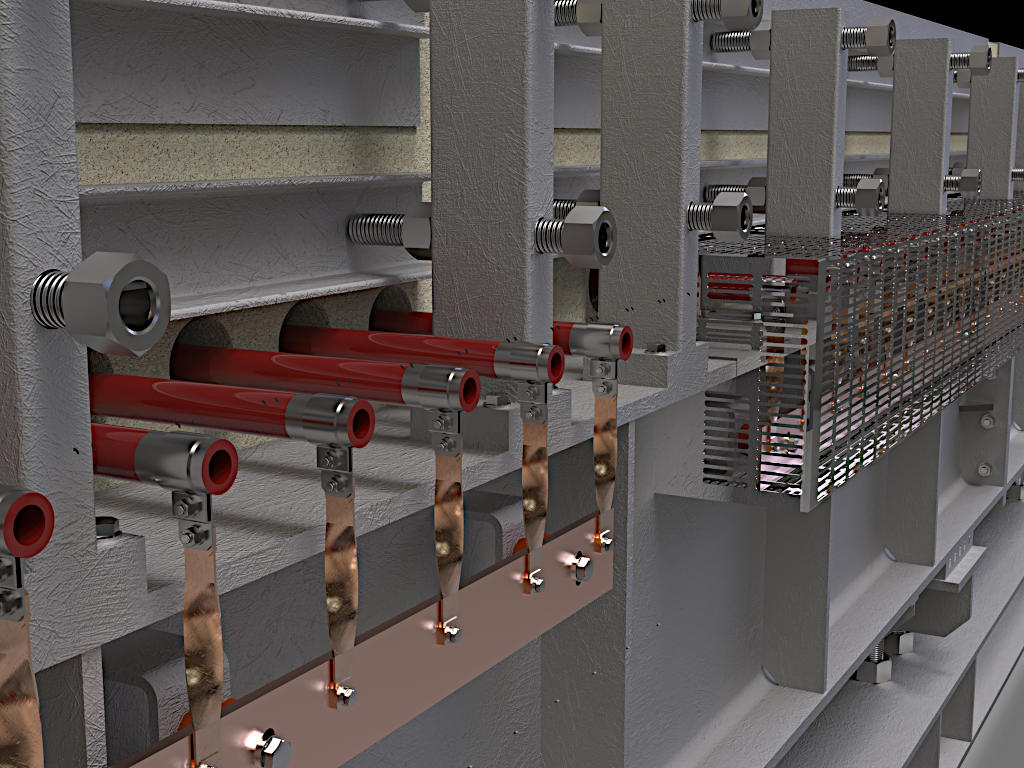
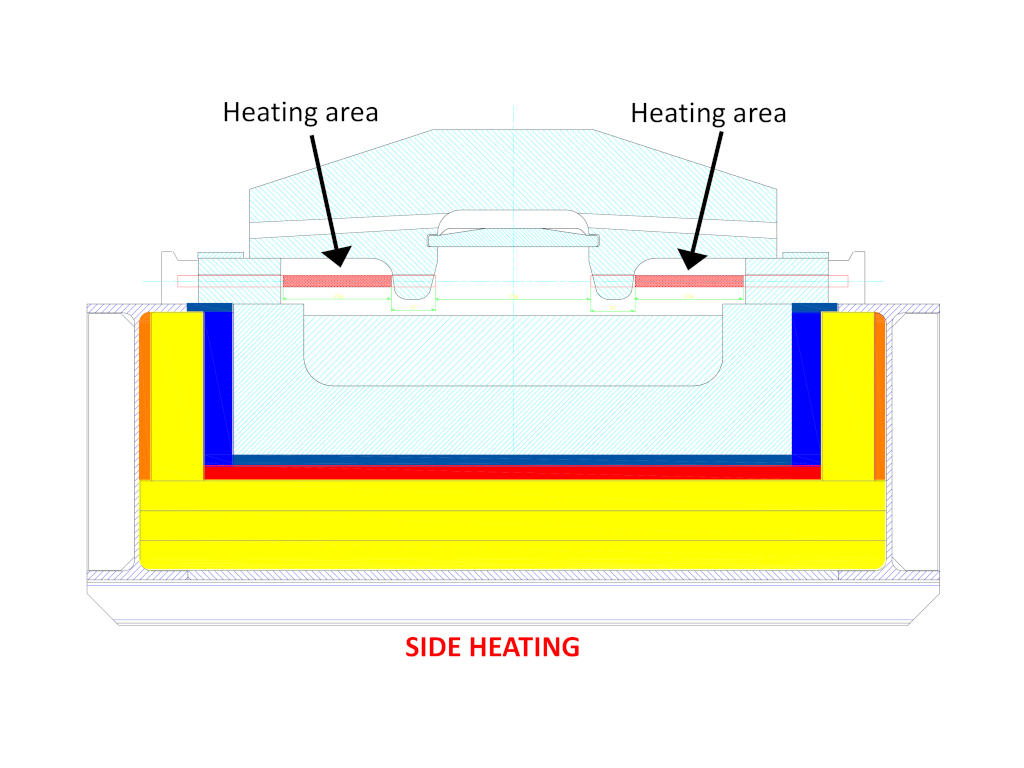
The installation of radiant elements, when combined with Glass Service’s special superstructure design, offers an additional advantage: the ability to differentiate between centrally heated zones and side-heated zones of the forehearth. In each zone, it is possible to create mixtures of heating elements in the centre and on the sides to manage energy emission and homogenise glass temperature effectively. This level of control is essential to ensure the highest quality of the final product.
Another revolutionary option for heating in forehearths is oxy-gas technology, already widely adopted in the glass industry for producing special glasses. This technology offers significant advantages in terms of efficiency and sustainability. Its ability to significantly reduce fuel consumption, up to 60%, results in a drastic decrease in CO2 emissions.
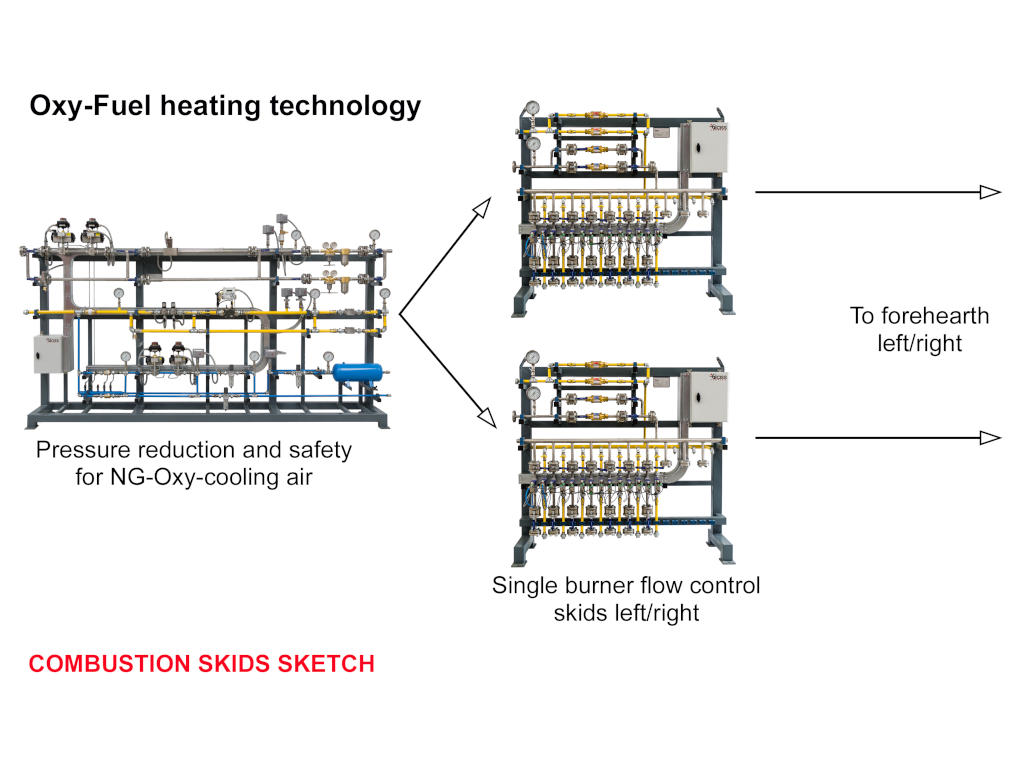
Despite its apparent simplicity and maturity, this technology faces some significant challenges when applied to forehearths. These challenges include: the low flow rate of oxygen-gas; the need to contain the costs of distribution devices (skids); regular cleaning of coal deposits from the burner nozzles; the design of low-power burners; the need to balance oxygen-gas flows across all burners in the zone, and the creation of burners with optimised maintenance-friendly designs. Despite these challenges, the advantages in terms of emissions reduction and energy cost savings make oxy-gas heating an enticing choice for the glass industry.
Glass Service is at the forefront of developing and implementing this technology, providing a comprehensive service from channel design to the construction and supply of oxygen-gas combustion skids that enable precise control of the thermal power of each zone through electronic combustion ratio adjustment. In addition to burners, Glass Service can provide specific controls and safety systems to ensure efficient and eco-friendly usage, along with a complete support package during commissioning phases.
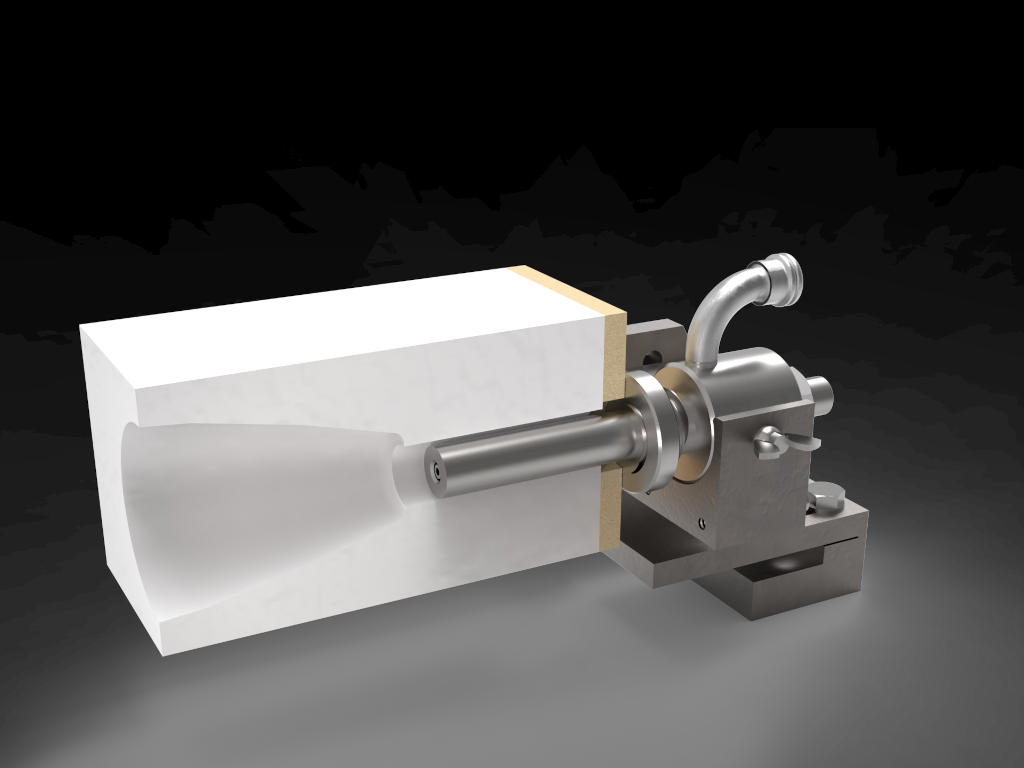
Glass Service has developed specific low-power oxy-gas burners ranging from 1kW to 5kW, specialised for channel applications.
Air/gas preheating
Another intriguing technology available to the glass industry to achieve the dual objectives of energy savings and CO2 emissions reduction is the preheating of the air/gas mixture using an exchanger placed on the chimney of each single zone. The system harnesses the heat from combustion gases to preheat the air/gas mixture supplied to zone burners, resulting in a reduction in methane gas consumption and consequently a decrease in CO2 emissions. While fuel savings may appear modest (energy saving in the forehearth = approximately 16%), this solution is highly versatile; it can be easily installed in existing plants, avoiding any forehearth and skid reengineering and minimising investment costs by maintaining the same layout.
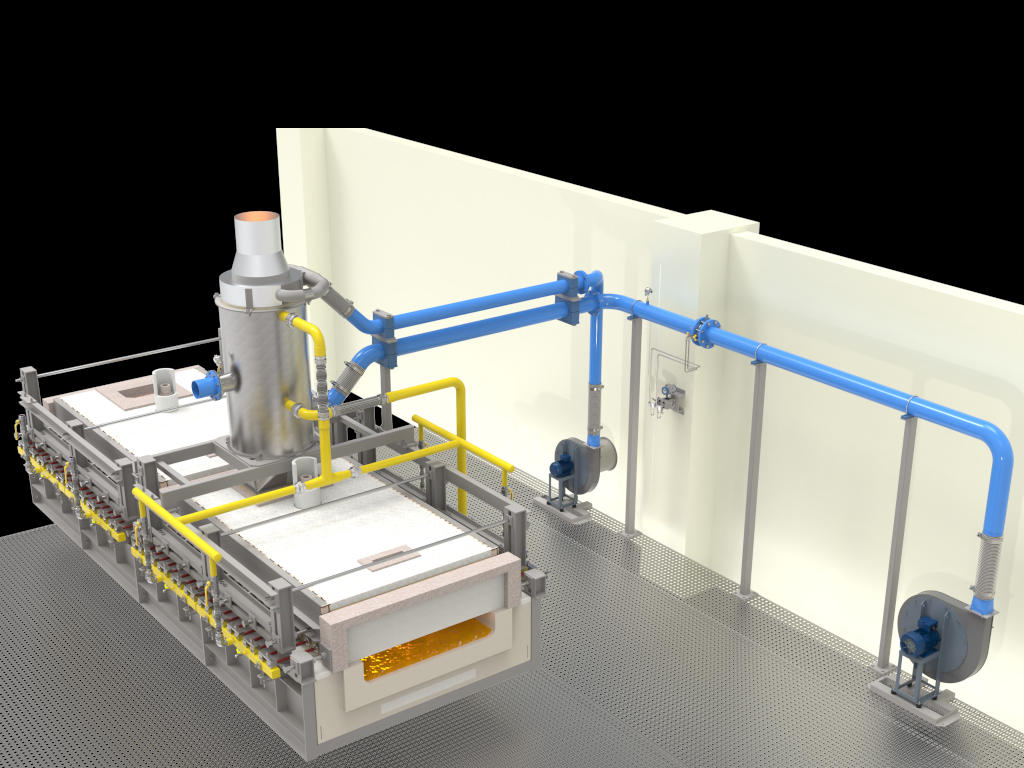
The system developed by Glass Service consists of a heat exchanger positioned at the exhaust of each zone’s chimney. Within the exchanger, both the heating of the heat transfer fluid and the preheating of the air/gas mixture occur simultaneously. Incoming ambient air is preheated at the expense of combustion gases and transfers heat to the fuel mixture through a serpentine system specifically designed by Glass Service to ensure optimal efficiency. The preheated mixture is then supplied to the burners’ manifolds. This system is designed to ensure safe and optimal temperature control for both the air and the fuel mixture.
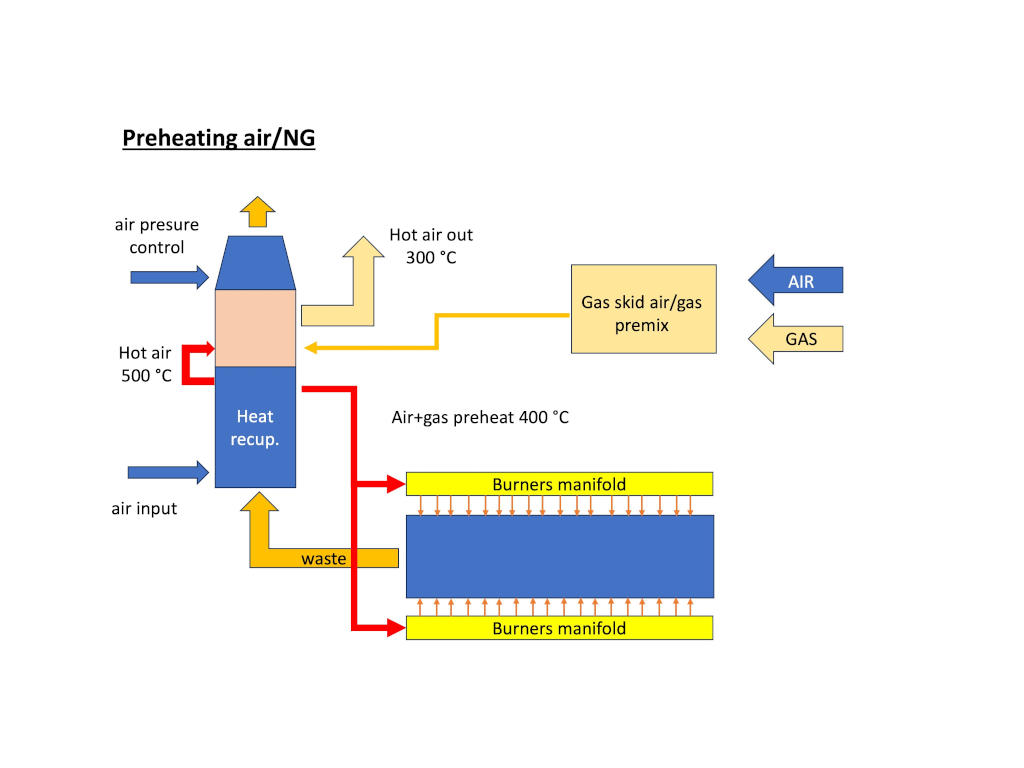
The key element of this technology is the heating of an intermediate heat transfer fluid (air) which works as heating element. This approach ensures precise safety control in different zones. The temperature of the air is regulated to ensure that the temperature of the air/gas mixture does not exceed its natural ignition point, helping to prevent potentially hazardous situations.
An additional advantage to consider is that any residual energy can be used to preheat areas within production facilities, such as in the cold end zone.
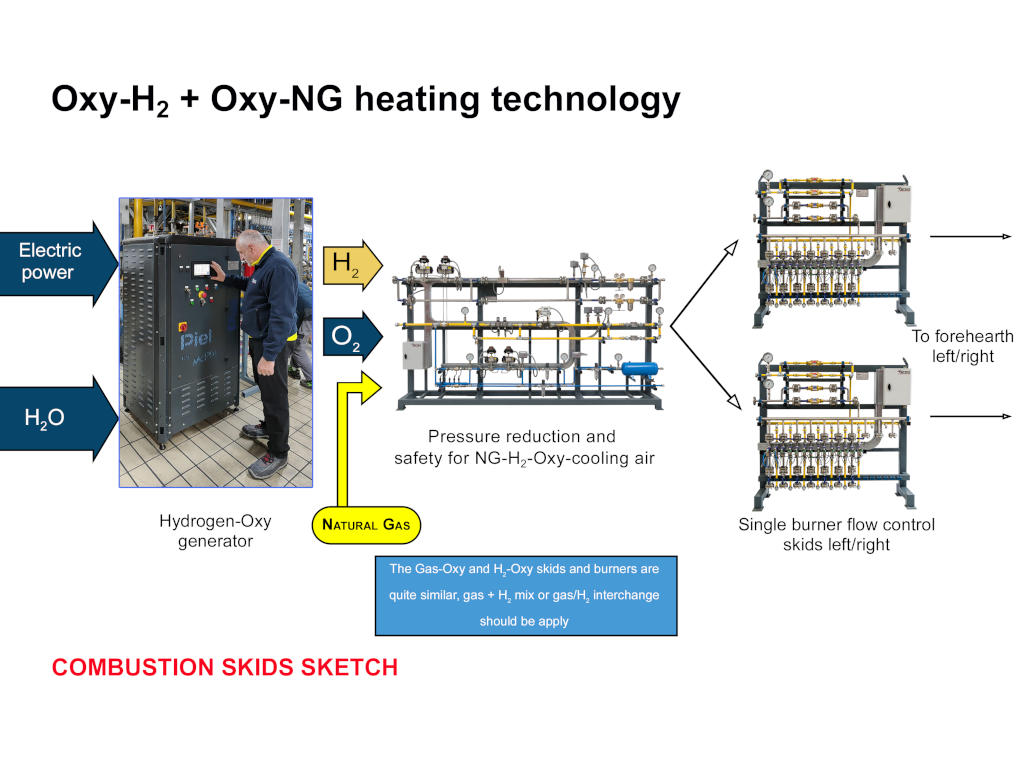
Hydrogen-oxygen combustion
Glass Service is at the forefront of developing hydrogen-oxygen combustion technology for forehearths. This innovative approach involves the direct production of H2 and O2 gases using an on-site electrolyser powered by water and electrical energy, which yields hydrogen and oxygen in the correct combustion ratio.
From a purely energy standpoint, the system is cost-effective only when using the entire H2/O2 mixture produced by the electrolyser. This significantly increases the overall system efficiency, achieving an energy efficiency of 75% compared to the electrical energy supplied to electrolyse the water.
Hydrogen can be used either as a blend with natural gas or as a 100% H2 system. With the NG/H2 blending technology, the transition can be gradual. The burners can operate with both natural gas and hydrogen.
From an environmental perspective, H2/O2 combustion completely eliminates CO2 emissions, a significant factor in achieving the EU 2030 and 2050 objectives.
Glass Service positions itself as a top-level partner for the implementation and success of this technology, having already developed and introduced a low-power 4 kW H2-O2 mixture-fed burner in addition to designing and building the dedicated combustion skid.
The development and construction of the prototype burner required advanced CFD [computational fluid dynamics] modelling to ensure combustion safety and efficiency. However, the progress of this technology is currently hindered by the high cost of hydrogen-oxygen production machines through electrolysis. Despite these challenges, it has not been ruled out that the cost of these machines may decrease in the future, paving the way for wider adoption of this solution.
Benefits and prospects
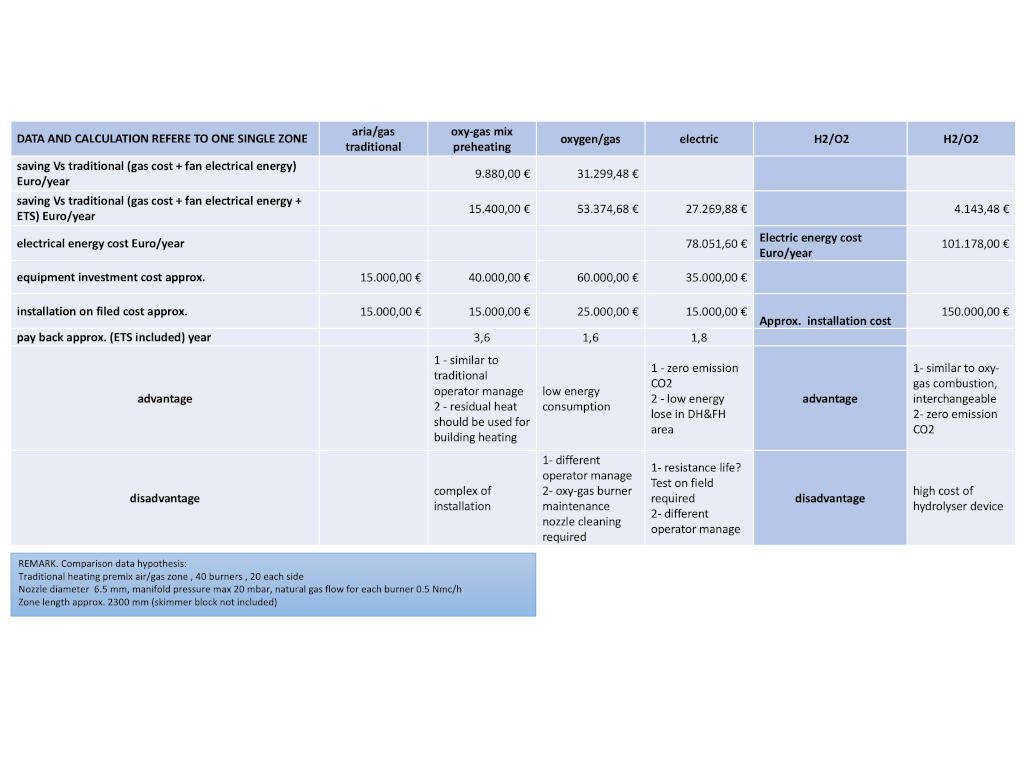
The tables below clearly illustrate that all the technologies analysed (electric radiant heating, oxygen/gas oxy-combustion, preheating of the air/gas mixture, and oxygen/hydrogen oxy-combustion) offer significant advantages in terms of efficiency and sustainability. It is important to note that the data presented pertains to a single combustion zone but remains applicable when considering the entirety of the forehearths comprising the working end.
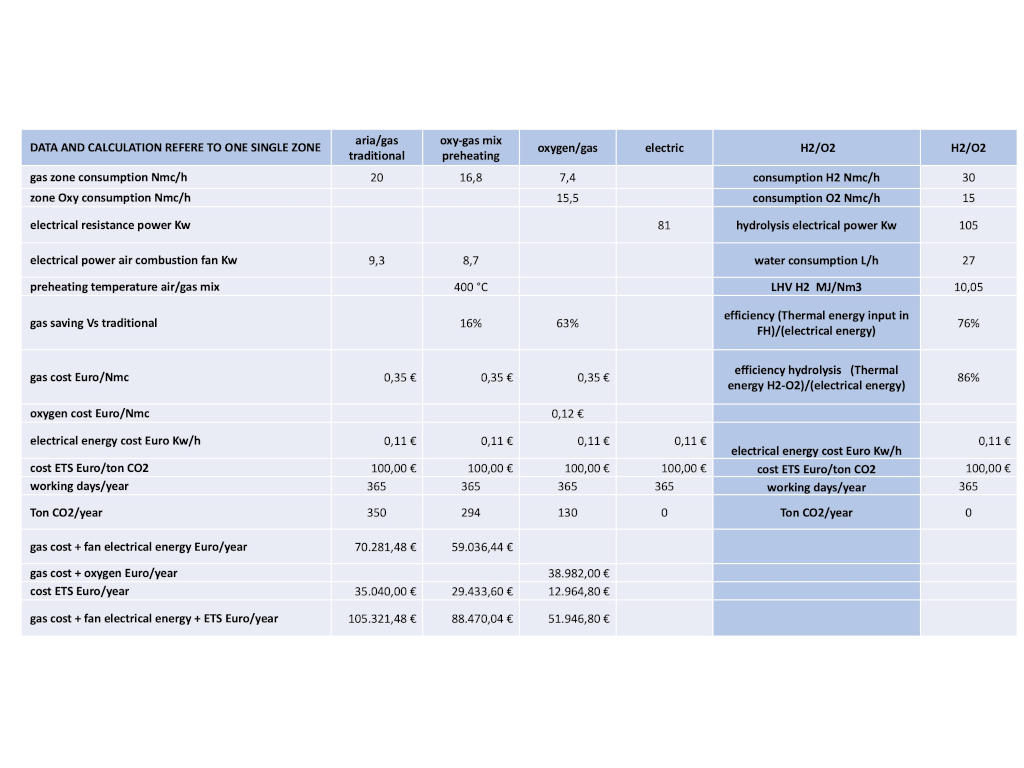
It is interesting to highlight that the gas-O2 technology can be easily adapted to a hybrid system, where the fuel consists of a blend of hydrogen and natural gas, without excluding the possibility of a future transition to the exclusive use of H2-O2 with zero CO2 emissions, once the cost of electrolysers becomes more affordable.
This flexibility is possible thanks to the similarity between the skids and burners used in different approaches.
In conclusion, the glass industry is undergoing a fundamental transformation driven by the need to reduce CO2 emissions and improve energy efficiency. Alternatives for heating systems in distributors and forehearths offer a significant opportunity to achieve these goals, and Glass Service is at the forefront of developing and implementing innovative solutions. Looking ahead, the glass industry has the potential to become an even more sustainable and efficient sector, contributing to the global reduction of CO2 emissions.


Glass Service Srl., San Miniato, Pisa, Italy
tel: +39 0571 44 42
email: glass-service@glassservice.it
web: www.glassservice.it